
百色
45#六角管厂


如何处理不锈钢六角管表面的彩色焊点?您遇到过这 样的问题吗? 我们可以尝试在侧面进行点焊或在表面进行全焊斜角。不要看点焊,而要隐藏焊接点, 这对于加工师傅不是很困难。 焊点上覆盖有装饰性零件。点焊后,使用装饰盖或装饰部件覆盖焊点并屏蔽焊点。需 要购买额外的装饰零件,但可以更好地改善彩色不锈钢管产品的风格。无焊料组装。 与连接器连接,无需点焊进行组装,直接锁定螺钉并拉铆。这可能很麻烦。打孔或激 光切割。直接通过管道,并在底部发现一些焊缝,并且看不到焊接点。

关于 不锈钢六角棒折弯处理时需要注意哪些事项?对于这个问题,估计大家都有自 己看法,不过在处理的时候还是需要注意的。 先是由于产品强度高,六角管冷工硬底化效用明显。因而在挑选折弯数控刀片时,要 选热处理工艺强度应做到60HRC以上的合金钢,其外表粗糙度要较碳素钢的折 弯数控刀片高一个量级。 然后就是因传热性较一般高碳钢差,拉伸强度低,造成所需形变力大。 其次就是产品在折弯时较于碳素钢有明显的回弹力趋向。 另外就是不锈钢六角棒相对于碳素钢,因为拉伸强度低,折弯时产品工件折弯 角要大于碳素钢,不然有可能发生裂痕。


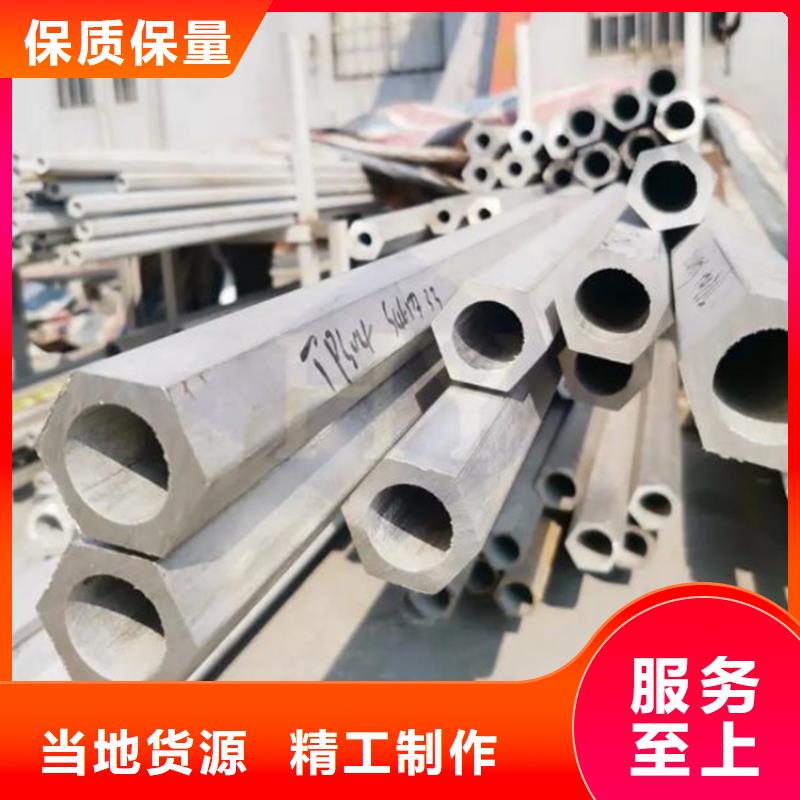
六角管厚壁管生产制造在加工工艺上存有一系列的艰难。比如对接焊品质不稳定,非常容易搭焊导致一系列艰难,非常容易造成波浪纹和起包。电焊焊接不稳定,非常容易搭焊。飞锯断开时非常容易造成创口形变。六角钢管在运送和拨料时非常容易造成压坑、形变这些。而在其中的重要则是成形起包。造成成形起包的缘故则是边沿拓宽。 六角钢管闪亮焊的关键特点是有火苗持续爆发的状况。夹持在对机轴杆上的热轧带钢首尾在电流量接入后,即被移近,相互之间触碰。先触碰的一部分电限非常大,电焊焊接电流量把点接触以及相邻地区的金属材料迅速加温到熔融溫度,使热轧带钢首尾触碰一部分产生形状记忆合金构造柱,持续的快速加温使构造柱处形状记忆合金加温至拂点,展现金属材料蒸气。 当六角钢管金属材料蒸气的工作压力超过形状记忆合金的界面张力时;构造柱产生工程,因此展现出强烈的火苗,产生闪亮。轴杆的持续挨近,使火苗在电焊焊接全过程中持续迈进,直到终断电流量才行,这就是火苗造成的缘故。
百色 45#六角管厂